廂式壓濾機原理圖結構圖
1、主機架部分機架是設備的基礎,用于支撐過濾結構與連接其它部件。
它由止推板、壓緊板、壓緊架、主梁等部件組成。工作時,壓緊架(或油缸)的絲杠(或活塞桿)在壓力的作用下,頂緊壓緊板與濾板、濾框、濾布,保證料液在濾室內不漏液地進行加壓過濾。
2、過濾部分過濾部分由若干塊濾板、濾框組成,且按一定順序排列在主梁上,濾板與濾框之間夾著濾布。
物料從止推板上的進料孔進入各濾室,固體顆粒因粒徑大于過濾介質的孔隙而被截流在濾室內,并形成濾餅,液體則通過濾布從出液孔排出,出液方式有明流、暗 流。每個濾板下方有一個出液孔,并裝有水咀,這種每塊濾板水咀排出的方法叫明流;若把各塊濾板的濾液匯合在一起,由一個出液通道排出機外,這種形式稱暗流。
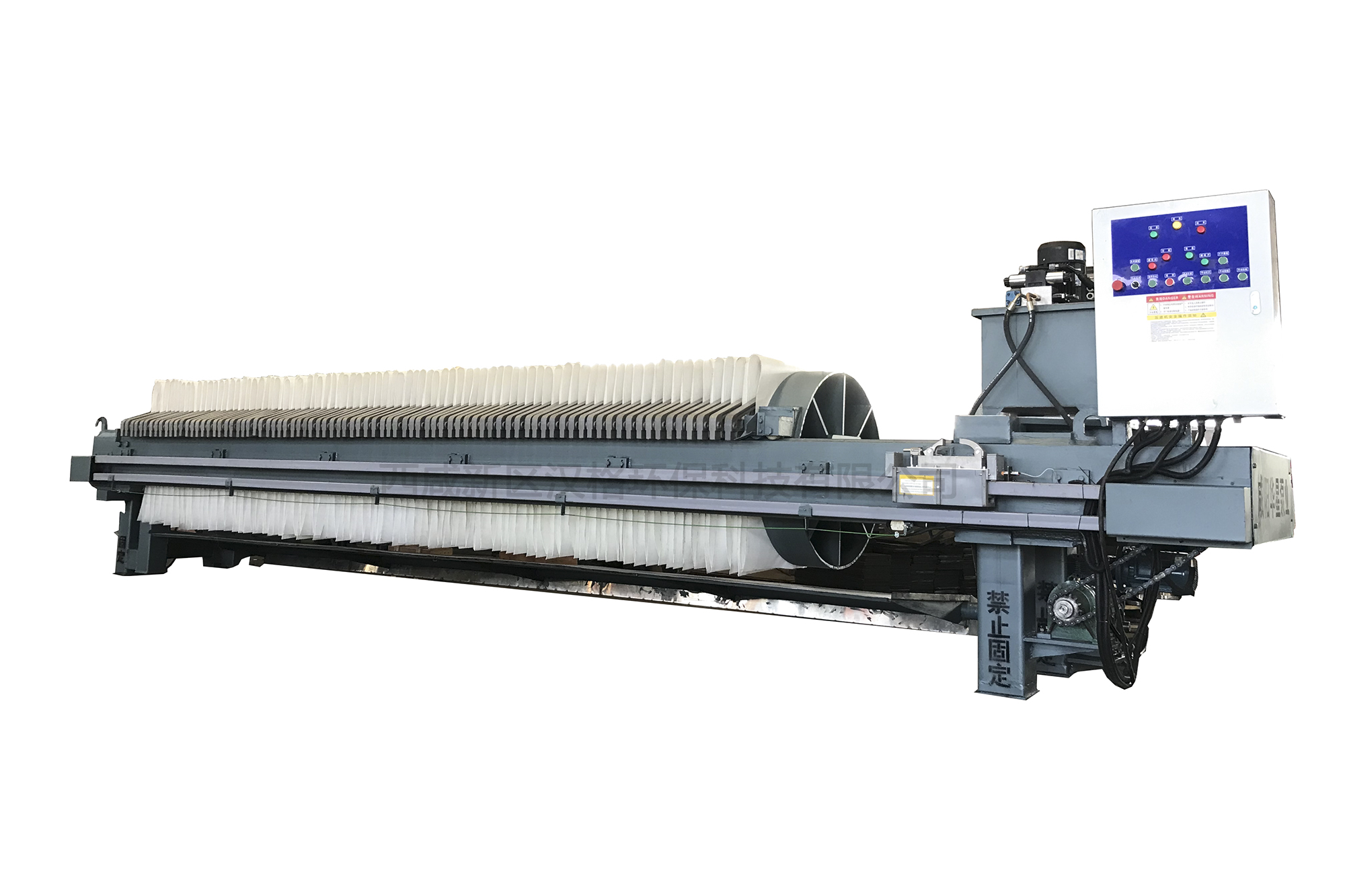
廂式壓濾機組成部分
3、壓緊部分壓緊形式分手動壓緊、千斤頂壓緊、機械壓緊、液壓壓緊和自動保壓壓緊。
(1) 手動壓緊和千斤頂壓緊手動壓緊是小齒輪傳動大齒輪達到頂緊壓緊板的作用,在小齒輪上利用杠桿力從小齒輪傳動大齒輪絲杠。
一般一人力量即可。千斤頂壓緊為直接壓緊。
(2) 機械壓緊機械壓緊是靠電動機通過減速機,帶動大齒輪絲杠達到頂緊壓緊板,前進或倒退靠正反開關作用。
這種形式壓緊力不能夠直接顯示,有電器控制柜自行控制,當電機電流接近額定電流式自動停機,出廠前已調試合適。
(3) 液壓壓緊液壓壓緊系統由電動機帶動油泵,壓力油經控制閥進入油缸,由活塞、活塞桿頂緊或拉開壓緊板而實現。
控制方式分為手控式、電控式、自動保壓式和程控自動拉板式四種。手控式為壓緊板的壓緊與拉開,靠手拉動手動換向閥4來實現。
壓緊時,把換向閥推向壓緊位置達到額定壓力后,用絲杠上的鎖緊螺母鎖緊,然后將閥推向中間位 置,關閉電動機,開始過濾。當過濾、洗滌等程序結束后,啟動電機,應先把換向閥推向壓緊位置,松開絲杠鎖緊螺母后再后退,即可打開濾板卸掉濾餅。高壓溢流 閥3和低壓溢流閥5在出廠前已經調試適當,工作中不允許任意調整,以免損壞零部件。電控式僅把換向閥4由手動換向閥換為電磁換向閥,工作中只需按動按鈕,其它操作程序與手控式相同。
(4) 自動保壓式或程控自動拉板式為壓濾機在壓緊過濾過程中,不需用絲杠鎖緊螺母保壓,而靠控制系統自動控制。點擊了解<新> 壓濾機選型報價問題
手動:千斤頂壓濾機
4、控制系統
(1) 自動保壓式的控制系統壓緊控制:按“壓緊”按鈕,高低壓油泵15工作,實現壓緊。
壓緊板開始壓緊時,當油缸壓力升高倒2-3mpa時,卸荷溢流閥2開啟,低壓油泵泄油,高壓油 泵繼續供油。當油壓到額定工作壓力時(即電接點壓力表7上限值),電動1自動停機,換回閥4回位,油缸壓力靠液控單向閥5與換向閥4保壓。此時,可以進行 過濾并完成洗滌、壓榨、吹干等程序。油缸補壓。
當油缸壓力低于電接點壓力表7下限值時,油泵電機1自行啟動,換向閥4重新開啟,點擊查看-> 過濾演示
電接點壓力表-用于液壓自動保壓壓力控制拉開控制;按“退回”按鈕,油泵15啟動,換向閥4換向,壓力油進入油缸有桿腔,液控單向閥6打開回油通道,拉開壓緊板。
當壓緊板退回碰到油缸限位器時, 電機停機,換向閥4復位,由人工逐塊拉班并卸除濾餅。為了避免因油壓過高而損壞零部件,當進程壓力達到額定工作壓力時,溢流閥3開啟;當回程壓力達到 3-4mpa時,溢流閥5開啟。點擊了解<新> 壓濾機選型報價問題停機:按“復位”按鈕,動作停止。
(2) 程控自動拉板式的控制系統程控自動拉板式的控制系統中,其壓緊、保壓系統的結構原理與自動保壓式基本相同。
只是在壓緊、退回控制時,換向閥14與換向閥4同時工作(起增壓作用), 向油缸供油。在壓緊板退回碰到油缸限位器時,換向閥4回位,換向閥14關閉油缸供油通道,向拉板系統供油,壓力油由換向閥
11、調速閥10到油馬達8(換 向閥14起先導閥作用)。油馬達經鏈輪、鏈條同步帶動兩個拉板小車,拉動濾板向壓緊板方向移動而實現開板。在每個拉板小車上各設有一套三爪聯動機構。
三爪為定位拔爪、拉動拔爪和退回拔爪,簡稱定位爪、拉爪、回爪。取板(去拉板)時,定位爪處于拉板狀態,拉爪立 起,回爪落下,小車向止推板運動。當拉爪被濾板把壓下時,聯動回爪立起,頂住濾板把,在拉爪通過濾板把后,在彈簧力用下,拉爪又立起。此時拉板小車的回 爪因被濾板把擋住而停止運動,油路壓力升高,一個壓力繼電器開啟,聯動換向閥11,油馬達換向,小車把單塊濾板拉向壓緊板,實現拉板。在拉板開始時,回爪 因脫開濾板而自行落下。當濾板靠緊壓緊板時,小車阻力增加,另一個壓力繼電器聯動換向閥11,油馬達換向,小車返回去取第二快濾板。如此往復,把濾板逐塊 拉完。在拉板過程中,濾板靠自重落下,必要時,人工給以輔助。在拉板小車把后一塊濾板拉向壓緊板后,仍返回到止推板端。
先后碰到設在予定位置的豎、橫兩塊擋板。豎擋板碰開定位爪,聯動另兩爪落下,三爪處于非工作狀 態。橫擋板使小車受阻而使油路壓力增大,油馬達換向,小車由所有濾板把下通過,回到油缸端。當定位爪滾輪碰到預設擋板時,定位爪使拉爪立起,處于開板狀 態,為下次拉板作好準備。于此同時,小車碰到拉板限位器,小車停止工作,關閉拉板控制系統,拉開壓緊控制系統,自動轉入壓緊程序。上述自動壓緊保壓系統與自動拉板系統的壓力、位置、時間等訊號按壓濾機工作程序輸入微機,由微機自動控制。
控制系統中還設有臨時停車裝置,在需要停車時, 無論在哪個工作程序,均可停車。再開機時,由哪個程序停止,再從哪個程序開始。控制柜還設有壓緊、退回、取板(取拉板)、拉板、復位等程序手動按鈕,以方 便調整之用(詳見程控自動拉板式壓濾機微機控制器作說明書)。出廠前,所有控制閥及電氣設施均已調試好,不允許隨意調整,以免造成零部件損壞。
